Popular in your industry















































































Related Searches:








































































































































































Top categories
















About 1000l per hour reverse osmosis system
In an era where water quality is paramount to business success, the advent of 1000L/H reverse osmosis (RO) systems marks a transformative step in water purification technology. This article delves into the mechanics and benefits of high-capacity RO systems, exploring how they can be a game-changer for businesses seeking pristine water quality. From understanding the intricate process of reverse osmosis to selecting the right system on Alibaba.com, we will guide you through the nuances of these powerful systems. Whether for brewing the perfect beer or cultivating luscious tomatoes, the right RO system can elevate your operations, ensuring that every drop of water propels your business towards excellence.
Understanding Reverse Osmosis Systems

Reverse Osmosis (RO) is a water filtration method that is effective for ensuring clean drinking water. The process involves water being forced through a semi-permeable membrane. This action filters out contaminants, which are then flushed away, leaving only purified water that is collected in a holding tank. RO systems are capable of removing a variety of pollutants, including nitrates, lead, pesticides, sulfates, fluoride, bacteria, pharmaceuticals, arsenic, and more. Additionally, the carbon filter within an RO system can eliminate chlorine and chloramines, contributing to the improvement of the taste, odor, and appearance of water.
The technology behind RO systems is not only efficient in purifying water but also in enhancing its quality, making it comparable to bottled water. This is achieved without the need for complex maintenance, as RO systems are designed with few moving parts and replaceable components for ease of service. By understanding the mechanics of RO and its ability to remove impurities, businesses can appreciate the value it brings to their operations, ensuring a consistent supply of clean water.
The Mechanics of 1000L/H Reverse Osmosis Systems
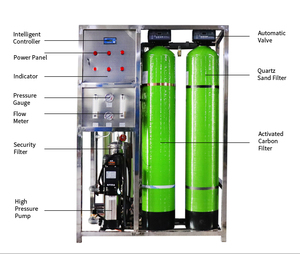
The 1000L/H Reverse Osmosis (RO) System embodies a premier water purification method, utilizing a highly efficient process to treat water. The core of this system is the reverse osmosis technology, which is renowned for its effectiveness in separating dissolved substances from water. This system is equipped with food-grade stainless steel 304 components that come into contact with water, ensuring compliance with industry standards for purity.
Automation is a key feature of the 1000L/H RO System, with a PLC (Programmable Logic Controller) that is integrated for reliable performance. The system includes high-quality water pumps and RO membranes, contributing to the system's overall stability and reliability.
Designed with standard machine parts, the system allows for straightforward maintenance, which is crucial for continuous operation and efficiency. Safety is also a paramount consideration, with features like emergency stop functions to ensure operator safety. The system's design ensures that all parts are readily available, simplifying service and maintenance procedures.
Key Features of High-Capacity RO Systems
Commercial reverse osmosis systems are designed to meet the substantial water purification needs of various businesses. These systems utilize a semipermeable membrane technology, which is effective in removing a wide array of contaminants, ions, molecules, and impurities from water. The process ensures that water is purified to high standards, making it suitable for a range of commercial applications.
The mechanics of these systems involve stopping contaminated water and other materials from passing through the membrane, only allowing clean water to proceed to the point of use. This results in the removal of substances such as chlorine, hardness, heavy metals, and toxins, significantly improving the appearance, taste, and odor of the water.
For businesses requiring a higher capacity, systems are available that can handle up to 1000 liters per hour, providing a continuous supply of purified water. This makes them an economical alternative to bottled water and temporary solutions, ensuring a consistent quality of water for food service and other commercial uses.
Selecting the Right 1000L/H RO System on Alibaba.com

When selecting a 1000L per hour reverse osmosis system on Alibaba.com, businesses are presented with a variety of options tailored to meet their specific water purification needs. These systems are designed to cater to a range of applications, from industrial water treatment to the provision of pure drinking water. A 1000L/H RO system typically features advanced water purification technology capable of handling large volumes of water, making it suitable for commercial and industrial use. The systems available on Alibaba.com come in different configurations, including containerized units for ease of installation and mobility, and those with varying levels of automation for enhanced control and efficiency.
Businesses can compare different models and manufacturers to find a system that aligns with their operational requirements. It's important to consider the specific contaminants present in the water source, as well as the desired quality of the treated water. Some systems are specifically designed for brackish water desalination, while others are equipped with features like EDI technology for ultra-pure water production. The materials used in construction, such as 304 stainless steel, ensure durability and compliance with industry standards. By assessing the range of systems available, businesses can make an informed decision to secure a reliable solution for their water treatment needs.
Assessing Your Business Water Needs
Assessing the specific water needs of your business is a critical step in selecting an appropriate 1000L/H reverse osmosis system. Begin by evaluating the quality of your local water supply through a comprehensive water quality test. This analysis will reveal the presence of contaminants such as chlorine, lead, arsenic, pesticides, and bacteria, which are crucial to identify in order to choose a system that effectively targets and eliminates these impurities.
Furthermore, understanding the water demand of your commercial establishment is essential. Calculate the peak water flow requirements based on the size of your building and the intensity of water usage. This ensures that the chosen filtration system can handle the necessary capacity without faltering. Additionally, consider the spatial logistics of your premises to accommodate the reverse osmosis system, as some models may require more room for components like storage tanks or pre-filters.
Maintenance considerations are also paramount. Factor in the time and resources needed for routine upkeep, including filter changes and system cleaning. While assessing your needs, keep in mind the long-term financial implications, such as ongoing maintenance and potential filter replacements. Making an informed decision at this stage can contribute to more efficient operations and cost savings over time.
Comparing Different Models and Manufacturers
When selecting a 1000L/H Reverse Osmosis (RO) system on Alibaba.com, it's crucial to compare different models and manufacturers to find a unit that aligns with your specific water treatment needs. Look for systems that have undergone rigorous machine testing to ensure smooth operation. The packaging of the system is also an important consideration; it should be secure enough to prevent damage during shipping.
Additionally, consider the experience of the manufacturer in water treatment. Those with a longer history in the field typically have a deeper understanding of customizing products to meet client requirements. Certifications such as CE, ISO, and SGS are indicators of a product's compliance with international standards and the manufacturer's commitment to quality.
It's also beneficial to review the company's history of serving global customers, which can reflect on their ability to handle diverse requirements and provide insights into their customer service approach. While comparing, take note of the company's openness to factory visits, as this transparency can be a sign of a reputable supplier. Remember, the goal is to transform the water you have into the water you want, effectively and efficiently.
Applications in Various Industries

Reverse osmosis (RO) systems are integral to various industrial processes, offering a robust solution for purifying water by removing dissolved contaminants. The technology's application spans multiple sectors due to its ability to filter out chemical and biological contaminants, ensuring a supply of clean water essential for numerous commercial operations. The semi-permeable membrane at the heart of RO systems can strain out particles as small as 0.001 microns in diameter, making it an efficient method for fine filtration. The advancement of RO technology over the years has enhanced its efficiency, thanks to improved design, membrane materials, and pretreatment methods. This evolution has expanded the scope of RO systems' applications across industries, underscoring their versatility and effectiveness in meeting stringent water purity standards.
Advantages of Using 1000L/H RO Systems for Businesses
Reverse Osmosis (RO) systems offer several benefits for businesses requiring large-scale water purification. The technology behind RO is effective in removing a wide range of contaminants, including lead, chlorine, fluoride, and other impurities, ensuring that water is clean and safe for various applications. The process is efficient, with the capability to eliminate a significant percentage of dissolved solids and pollutants from water.
An RO system can be a cost-effective investment over time. By producing purified water in-house, businesses can reduce the reliance on bottled water, which can lead to considerable savings. Moreover, the automated nature of the RO process simplifies maintenance, as the system operates with minimal manual intervention once installed.
For businesses, the installation of an RO system can also contribute to healthier hydration practices. Studies suggest that access to pure water encourages increased water consumption over sugary drinks, which is beneficial for the well-being of employees and customers alike. Additionally, the improved taste and quality of RO water can enhance the flavor of food and beverages prepared with it, which is particularly advantageous for businesses in the food service industry.
Installation and Maintenance Considerations
Maintaining a reverse osmosis system is crucial for its longevity and efficiency. Regular maintenance includes changing carbon and sediment filters every 6-12 months, and the RO membrane every 24 months. Neglecting these changes can lead to decreased water production and potential system damage. It's possible to clean and sanitize the system annually, either by hiring a professional or following DIY sanitizing tips, which involve a series of steps such as shutting off the main valve, removing filters, and using hydrogen peroxide for sanitization. After sanitizing, it's important to run the system through multiple cycles before replacing the filters to ensure thorough cleaning. The sediment filter, which protects the RO membrane from dirt and silt, and the carbon filters, which remove contaminants like lead and chlorine, are essential for the system's performance and the quality of water produced. Therefore, timely replacement of these components is essential for the optimal operation of a 1000l per hour reverse osmosis system.
Success Stories: Businesses Transforming with RO Technology
Several businesses have engineered their products meticulously, recognizing that water is a primary ingredient in many industries. Utilizing a reverse osmosis system to match specific water profiles can replicate the desired qualities of products from certain regions. This attention to the water's mineral content and TDS levels allows businesses to fine-tune their product's flavor profile.
Another example includes agricultural operations that have seen a transformation in their cultivation methods through the use of reverse osmosis technology. Initially facing challenges with water quality, the implementation of a commercial reverse osmosis solution effectively removed problematic elements, stabilizing the nutrient profile in the water and leading to successful crop yields without the previous frequent need for water tank flushes.
Conclusion
In conclusion, the 1000L/H reverse osmosis systems stand as a testament to the technological advancements in water purification, offering businesses a reliable and efficient means to access high-quality water. Through a detailed exploration of system mechanics, key features, and industry applications, we've seen how these systems meet diverse commercial needs, from enhancing product quality to ensuring health standards. The journey from assessing water needs to successful implementation showcases the transformative impact of RO technology. As businesses continue to prioritize water purity, the insights provided here serve as a blueprint for integrating 1000L/H RO systems into their operations, ensuring a sustainable, cost-effective approach to water management. Embracing this technology not only supports operational efficiency but also contributes to environmental sustainability by reducing reliance on bottled water. Ultimately, the decision to invest in a high-capacity RO system is an investment in the future of your business, guaranteeing a legacy of quality, sustainability, and innovation.